在現代精密機械制造領域,尤其是航空航天、醫療器械、精密模具等行業,高長徑比的小深孔加工一直是一項極具挑戰性的技術難題。這類孔洞通常孔徑微小、深度大,對加工刀具的剛性、精度和耐用性提出了近乎苛刻的要求。小孔反刮刀,特別是采用進口材料定制的高性能反刮刀與反倒角刀,正成為攻克這一難題的關鍵利器。
一、高長徑比小深孔加工的挑戰
所謂“高長徑比”小深孔,通常指孔徑在10毫米以下,而孔深達到孔徑5倍甚至數十倍的孔。在加工這類孔時,傳統鉆削刀具面臨排屑困難、容易引偏、刀具剛性不足易振顫、內孔表面質量難以保證(如出現振紋、錐度)以及刀具磨損快等問題。尤其是在需要加工盲孔底部平面、臺階面或進行精密倒角時,常規刀具更是難以施展。
二、小孔反刮刀與反倒角刀的核心優勢
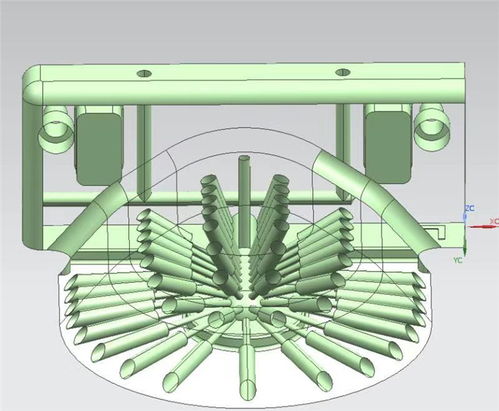
小孔反刮刀,顧名思義,是一種專門用于從孔內部向外(反向)進行刮削加工的刀具。其設計精髓在于:
- 反刮功能:刀頭設計使其能夠在已鉆出的孔內,反向(從孔底向孔口方向)進行精加工。這對于加工盲孔底部的平面、清理臺階或去除毛刺至關重要,是正向刀具無法替代的。
- 應對高長徑比:刀桿通常細長而剛性極佳。通過優化材料和結構設計(如采用減振設計),確保在深孔中作業時穩定不顫振,從而獲得高的尺寸精度和優異的表面光潔度。
- 反倒角能力:專用的反倒角刀可以在孔的內側邊緣或底部邊緣加工出精確、一致的倒角或圓角,去除毛刺,改善零件裝配性和疲勞強度。
三、進口材料定制——性能的保障
面對小深孔加工中的高切削阻力、高熱量和強磨損環境,刀具材料的性能直接決定了加工效率和成品質量。進口材料定制在此扮演了決定性角色:
- 超細顆粒硬質合金:提供極高的硬度、耐磨性和剛性,同時保持足夠的抗沖擊韌性,是制造高剛性反刮刀桿和鋒利刀頭的理想基體材料。
- 先進涂層技術:如TiAlN(氮鋁鈦)、AlTiN(鋁鈦氮)或金剛石涂層等。這些進口高端涂層能顯著降低摩擦系數,抵抗高溫磨損,防止積屑瘤產生,從而延長刀具壽命,并允許更高的切削參數。
- 定制化設計與制造:根據具體的孔徑、孔深、被加工材料(如高強度鋼、高溫合金、鈦合金、淬硬鋼等)以及加工要求(精度、光潔度),進行全參數的定制。包括刃口幾何形狀、排屑槽設計、切削角度、桿部直徑與長度的精確匹配等,確保刀具與工況完美契合。
四、大成孔與小深孔的精加工應用
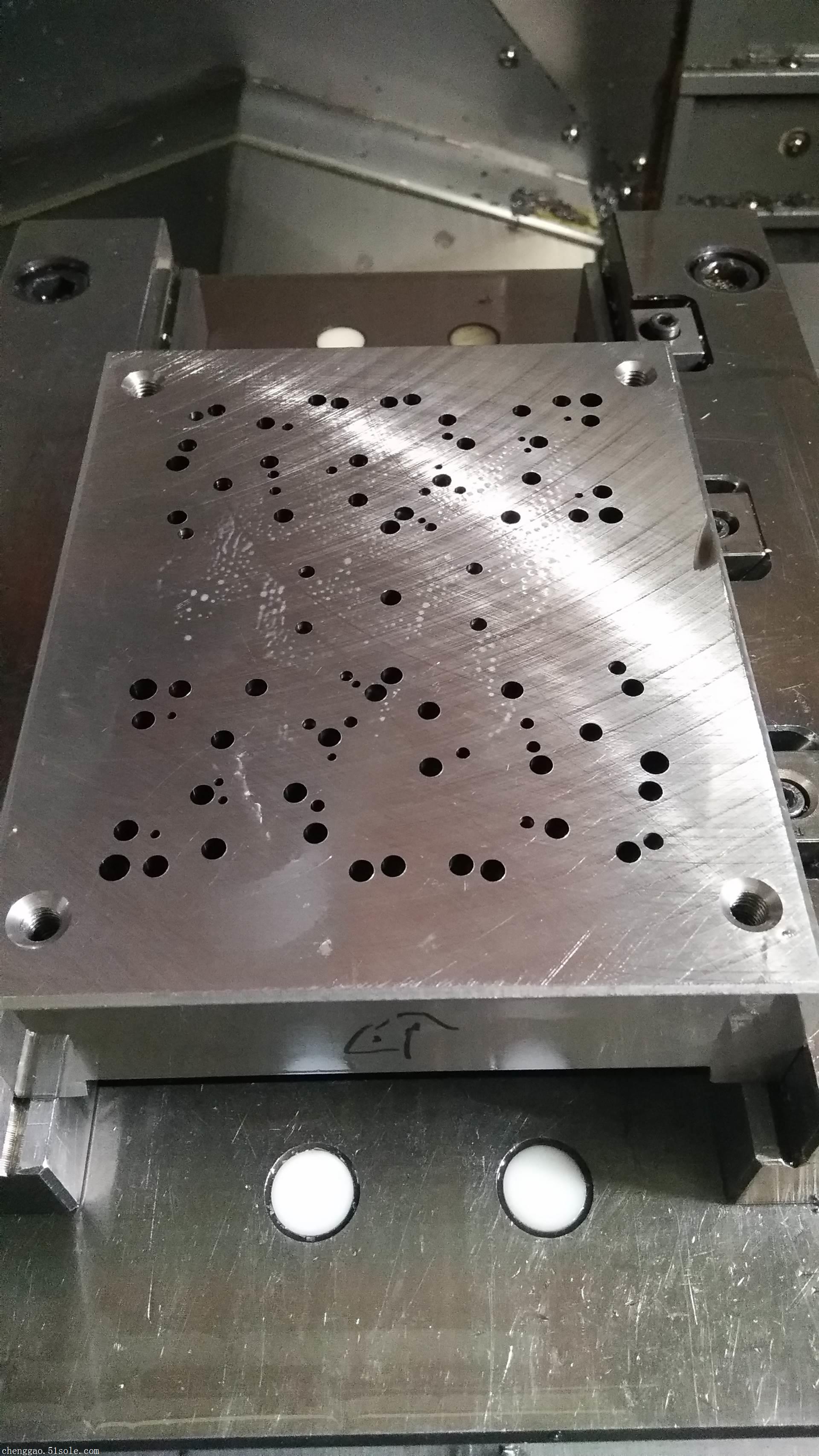
“大成孔”在此語境下可理解為對小深孔完成最終尺寸和形狀精加工的目標。小孔反刮刀在這一階段發揮著不可替代的作用:
- 孔底精銑:對盲孔底部進行精密銑平,保證底平面的平整度與垂直度。
- 臺階面加工:在孔內加工出精確的環形臺階面。
- 內孔精修:對已鉆或已鉸的孔壁進行微量刮削,校正微小的錐度或橢圓度,達到更高的尺寸精度和更佳的表面粗糙度。
- 去毛刺與反倒角:干凈、精確地清除孔口或內部邊緣的毛刺,加工出工藝要求的倒角。
五、結論
針對高長徑比小深孔的精密加工需求,采用進口優質材料定制的小孔反刮刀和反倒角刀提供了一套高效、可靠的解決方案。它們突破了傳統加工方法的局限,通過卓越的剛性設計、精密的刃口幾何以及頂級的材料涂層,實現了在極限空間內的穩定、精密加工,是提升高端制造能力、保證關鍵零件質量的核心工具。選擇專業定制,意味著為特定的深孔加工難題匹配了最鋒利的“手術刀”,從而在激烈的技術競爭中占據先機。